Elektroda za zavarivanje je a metalštap koji se topi i puni na spoju radnog komada za zavarivanje pri plinskom ili električnom zavarivanju. Materijal elektrode obično je isti kao i materijal obratka.
Ovdje dolazimo do razumijevanja kako se elektroda za zavarivanje sastoji od:
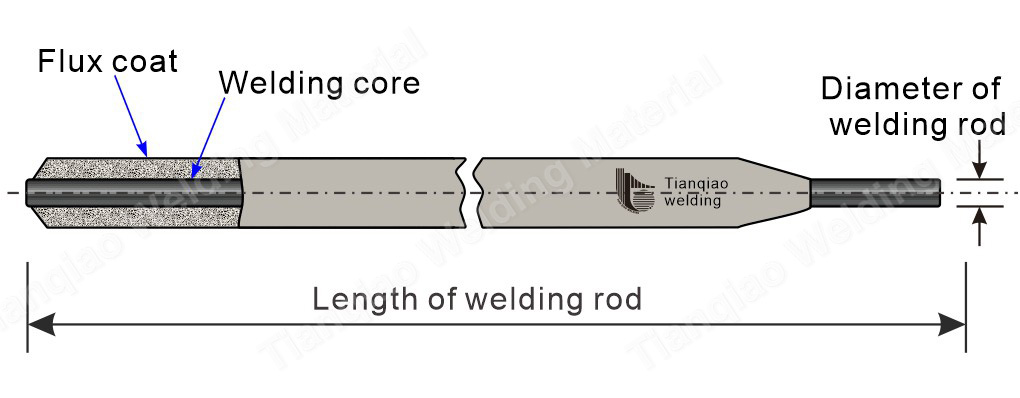
Slika 1 Struktura Tianqiao elektrode za zavarivanje
Elektroda za zavarivanje je elektroda za taljenje obložena premazom za lučno zavarivanje zavarivačke šipke. Sastoji se od premaza i jezgre za zavarivanje.
Metalno jezgro prekriveno premazom u šipci za zavarivanje naziva se jezgro za zavarivanje. Jezgra za zavarivanje je općenito čelična žica određene duljine i promjera.

Slika 2 Jezgro Tianqiao elektrode za zavarivanje
Dve funkcije jezgra
1. Provesti struju zavarivanja i stvoriti luk za pretvaranje električne energije u toplinu.
2. Sama jezgra za zavarivanje se topi kao pomoćni metal i stapa s tekućim osnovnim metalom stvarajući zavar. Prilikom zavarivanja elektrodom, jezgra zauzima dio cijelog metala zavara. Stoga kemijski sastav jezgre zavara izravno utječe na kvalitetu zavara. Stoga čelična žica koja se koristi kao jezgra elektrode ima svoju marku i sastav posebno navedene.
Premaz elektrodaodnosi se na premazni sloj koji se nanosi na površinu jezgre za zavarivanje. Premaz se u procesu zavarivanja razlaže i topi u obliku plina i troske, koji igraju ulogu u mehaničkoj zaštiti, metalurškoj obradi i poboljšanju performansi procesa.

Slika 3 Premazivanje Tianqiao elektrode za zavarivanje
Sastav premaza uključuje: minerale (poput mramora, fluorita itd.), Ferolegura i metalnih prahova (poput feromangana, fero-titana itd.), Organskih tvari (poput drvenog brašna, celuloze itd.), hemijski proizvodi (poput titanijum dioksida, vodenog stakla itd.). Premaz elektroda važan je faktor u određivanju kvalitete zavarenih spojeva.
Glavne funkcije premaza u procesu zavarivanja
1. Poboljšajte stabilnost sagorijevanja luka:
Elektroda bez premaza nije lako zapaliti luk. Čak i ako se zapali, ne može stabilno izgorjeti.
2. Zaštitite zavarenu kadu:
Tijekom procesa zavarivanja kisik, dušik i vodena para u zraku prodiru u zavareni šav, što će negativno utjecati na zavareni šav. Ne samo stvaranje pora, već i smanjuju mehanička svojstva zavara, pa čak i uzrokuju pukotine. Nakon što se prevlaka elektrode otopi, stvara se velika količina plina koja prekriva luk i staljeni bazen, što će smanjiti interakciju između rastaljenog metala i zraka. Kada se zavar ohladi, rastopljeni premaz stvara sloj troske koji prekriva površinu zavara, štiti metal zavara i polako ga hladi, smanjujući mogućnost poroznosti.
Treće, kako bi se osiguralo da je zavarivanje deoksidirano i odsumporano te nečistoće fosfora
Iako se tijekom procesa zavarivanja provodi zaštita, još uvijek je neizbježno da će mala količina kisika ući u rastaljeni bazen kako bi oksidirala metalne i legirane elemente, spalila legirane elemente i smanjila kvalitetu zavara. Zbog toga je potrebno premazu elektrode dodati redukcijsko sredstvo (poput mangana, silicija, titana, aluminija itd.) Kako bi se reducirali oksidi koji su ušli u rastopljenu vodu.
4. Dopunite legirajuće elemente za zavarivanje:
Zbog utjecaja luka na visoke temperature, legirajući elementi metala zavara će ispariti i izgorjeti, što će smanjiti mehanička svojstva zavara. Zbog toga je potrebno zavarenom premazu dodati odgovarajuće legirajuće elemente kako bi se nadoknadio gubitak opeklina legiranih elemenata i osigurala ili poboljšala mehanička svojstva zavara. Za zavarivanje nekih legiranih čelika također je potrebno infiltrirati leguru u zavar kroz premaz, tako da metal zavara može biti blizu sastava metala osnovnog metala, a mehanička svojstva mogu dostići ili čak premašiti osnovni metal.
5. Poboljšajte produktivnost zavarivanja i smanjite prskanje:
Premaz elektrode ima učinak povećanja kapljice i smanjenja prskanja. Talište premaza elektrode je nešto niže od tačke zavarivanja jezgre. Međutim, budući da je jezgra zavarivanja u središtu luka i da je temperatura relativno visoka, jezgra za zavarivanje se prvo topi, a premaz se topi nešto kasnije. U isto vrijeme, budući da se smanjuje gubitak metala uzrokovan prskanjem, povećava se koeficijent taloženja, a također se poboljšava i produktivnost zavarivanja.
Sastav elektrode za zavarivanje Povezani video:
Što se tiče agresivnih raspona cijena, vjerujemo da ćete nadaleko tražiti sve što nas može nadmašiti. Lako možemo sa apsolutnom sigurnošću tvrditi da smo za tako visoku kvalitetu po takvim rasponima cijena najniži6013 Šipka za zavarivanje , Mašina za zavarivanje Mangalam , Elektroda za zavarivanje tvrdom oblogom, Naša misija je "Pružiti proizvodima pouzdan kvalitet i razumne cijene". Pozivamo klijente iz svih krajeva svijeta da nam se jave radi budućih poslovnih odnosa i postizanja zajedničkog uspjeha!